

Proses yang dipatenkan memungkinkan pencetakan kompresi pada tekanan yang lebih rendah, sehingga menghemat biaya modal peralatan untuk produksi panel. #perekat #di luar autoklaf #senyawa pembentuk lembaran
Ini mungkin terlihat seperti pintu kayu, namun sebenarnya merupakan replika permukaan SMC berlapis, dibuat menggunakan proses pencetakan SMC baru dari Acell. Proses ini menggunakan inti busa fenolik untuk membuat pintu dan panel bangunan lainnya melalui pencetakan satu kali bertekanan rendah. Sumber: Asel
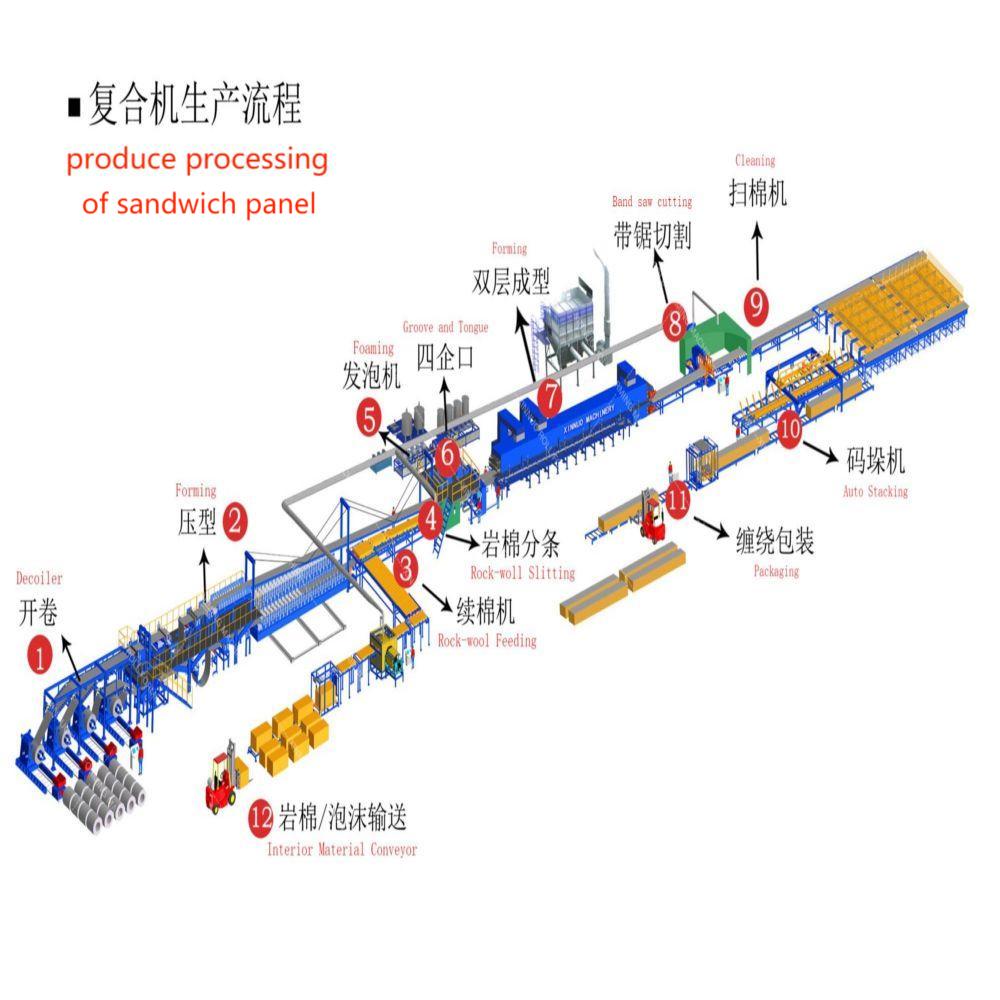
Gambar ini menunjukkan pemasangan mesin press. Perhatikan rel terangkat yang terlihat di kiri atas yang mendukung sistem semprotan robotik PiMC untuk pelapisan bubuk. Sumber: Italpresse
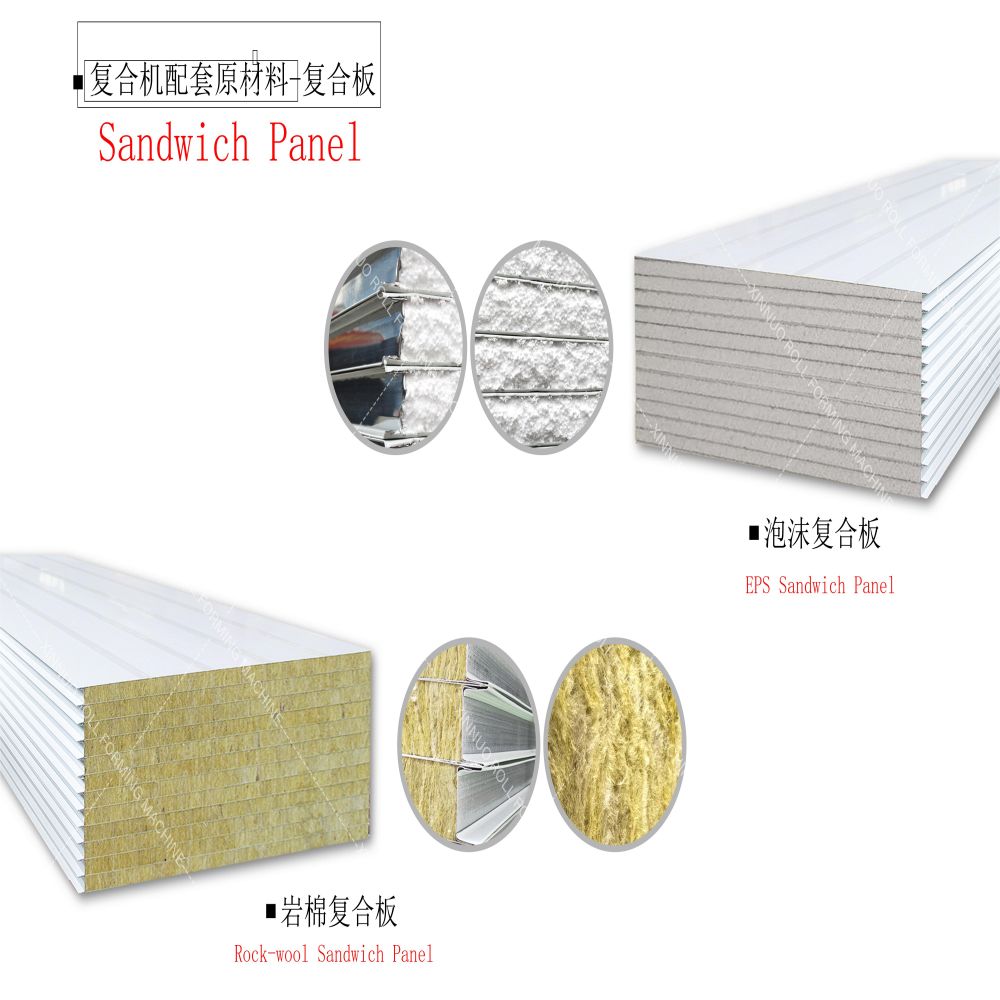
Penampang panel yang ditekan (tanpa rangka kayu) menunjukkan bagaimana resin SMC menembus sel terbuka inti busa, menciptakan interlock mekanis untuk mencegah delaminasi. Sumber: Asel
Panel Acell tersedia dalam ratusan finishing, termasuk pola marmer, seperti yang ditunjukkan di sini. Sumber: Asel
Langkah 1: Selama pengecoran, cetakan aluminium berlapis nikel pertama kali dibuat menggunakan master komposit untuk menciptakan kembali permukaan akhir yang diinginkan. Muka bawah ini adalah panel pintu yang khas. Sumber: Asel
Langkah 2: Bagian negatif dari senyawa cetakan berisi kaca (SMC) ditempatkan pada alat; dalam skenario produksi, selubung permukaan pertama kali diterapkan pada cetakan untuk menjaga kualitas permukaan yang konsisten. Sumber: Asel
Langkah 3: Panel pintu biasanya dilengkapi rangka kayu, memungkinkan Anda mengebor lubang perangkat keras pada pintu atau panel yang sudah jadi dan memotongnya agar sesuai dengan pemasangan Anda. Sumber: Asel
Langkah 4: Busa fenolik yang dipatenkan Acell (pada dasarnya api/asap/virus) ditempatkan di rangka kayu. Sumber: Asel
Langkah 5: Letakkan lembaran atas SMC pada styrofoam dan rangka kayu, lalu bentuk kulit luar lainnya dari sandwich SMC dan styrofoam. Sumber: Asel
Langkah 6: Bandingkan panel yang sudah jadi dengan formulir. Perhatikan bahwa busa yang lepas memungkinkan Anda mereproduksi kontur panel. Sumber: Asel
“Jika Anda membangunnya, mereka akan datang” mungkin merupakan slogan Hollywood, namun hal ini juga menggambarkan strategi kemajuan yang kadang-kadang diterapkan oleh industri komposit – memperkenalkan inovasi menarik dengan harapan bahwa pasar akan berkembang seiring berjalannya waktu. Beradaptasi dan menerimanya. Teknologi sheet moulding compound (SMC) Acell adalah salah satu inovasi tersebut. Dipatenkan di seluruh dunia pada tahun 2008 dan diperkenalkan di AS pada tahun 2010, proses ini memberikan kombinasi bahan dan proses untuk cetakan sandwich khusus berkinerja tinggi. Biaya peralatan modal panel jauh lebih rendah dibandingkan cetakan kompresi konvensional.
Penemu inovasi ini adalah grup teknologi kimia Italia Acell (Milan, Italia), yang telah memproduksi inti busa fenolik sel terbuka unik untuk struktur bangunan tahan api selama 25 tahun. Acell ingin mencari pasar yang lebih luas untuk produk busanya dan mengembangkan metode penggunaan busa yang dikombinasikan dengan SMC untuk memproduksi pintu dan produk panel lainnya secara efisien untuk pasar bangunan. Mitra teknis Acell Italpresse SpA (Bagnatica, Italia dan Punta Gorda, Florida) merancang dan membangun lini produksi lengkap untuk produksi panel komposit sesuai dengan parameter yang ditentukan. “Kami percaya pada model bisnis kami dalam menciptakan proses dan produk untuk penggunaan global,” kata Chief Commercial Officer Acell Michael Free.
Mungkin dia benar. Hal ini menimbulkan banyak minat terhadap industri ini. Faktanya, Ashland Performance Materials (Columbus, Ohio) telah membentuk aliansi strategis dengan Acell untuk mempromosikan teknologi ini di Amerika Utara. Proses Acell juga dianugerahi Composites Excellence Award (ACE) 2011 oleh American Composite Produsen Association. (ACMA, Arlington, Virginia) Kategori Inovasi Proses.
Proses pencetakan baru merupakan kristalisasi dari sejumlah besar penelitian dan pengembangan panel sandwich. Dave Ortmyer, COO Italpresse USA, menjelaskan bahwa desain pintu komposit yang ada diproduksi melalui proses multi-langkah dan padat karya yang meliputi pembuatan rangka bagian dalam, laminasi kulit SMC, perakitan komponen, dan terakhir, busa poliuretan dituangkan ke dalamnya. untuk isolasi termal. Sebaliknya, proses Acell menghasilkan panel pintu yang setara hanya dalam satu langkah dan dengan biaya awal yang jauh lebih rendah. “Cetakan kulit pintu SMC tradisional bisa berharga hingga $300.000,” kata Ortmyer. “Proses kami dapat memberi Anda penyelesaian dalam sekali jalan, biaya peralatannya akan mencapai $20.000 hingga $25.000.”
Bahan memainkan peran kunci dalam proses tersebut. Tidak seperti kebanyakan busa fenolik, yang lembut, rapuh dan rapuh (seperti busa bunga hijau yang digunakan untuk merangkai bunga), busa Acell adalah kombinasi bahan-bahan khusus untuk menciptakan busa struktural yang lebih kuat. m3 (5 hingga 50 pon/ft3). Busa memiliki sifat insulasi termal, ketahanan terhadap api, asap dan toksisitas (FST), serta sifat menyerap suara. Ini juga tersedia dalam berbagai ukuran sel, kata Free. SMC berisi kaca yang digunakan pada panel pintu dibuat oleh Acell, ujarnya. Karena SMC rentan terhadap pelepasan gas selama pencetakan, kata Ortmeier, busa bertindak sebagai bahan yang dapat bernapas, memungkinkan gas keluar dari cetakan melalui lubang.
Namun, isu utamanya adalah aksesibilitas. Ortmeier mengatakan para mitra berharap dapat menyediakan alat yang hemat biaya bagi produsen skala kecil atau mereka yang memproduksi banyak produk dalam waktu singkat. Dalam cetakan kompresi SMC pada umumnya, perkakasnya berukuran besar dan mahal, katanya, bukan hanya karena bagian-bagiannya besar, tetapi juga karena alat tersebut harus tahan terhadap keausan yang disebabkan oleh pergerakan dan aliran banyak “muatan” SMC yang berbaris. dalam cetakan. . di bawah tekanan yang diterapkan tentu tinggi.
Karena busa Acell yang lebih struktural tetap “rapuh” (dapat berubah bentuk) di bawah tekanan, tekanan pengepresan normal akan menghancurkannya sepenuhnya, sehingga tekanan pencetakan harus relatif rendah. Oleh karena itu, proses Acell hanya menggunakan lapisan tipis SMC pada kulit. Tidak bergerak atau mengalir ke samping, sehingga tidak ada risiko keausan pada permukaan alat. Faktanya, resin SMC hanya mengalir dalam arah z – proses ini dirancang untuk memberikan panas yang cukup dalam cetakan untuk mencairkan matriks SMC, menyebabkan sebagian resin meresap ke dalam sel busa yang berdekatan karena sedikit hancur di bawah tekanan.
“Selama siklus pencetakan, cangkang SMC pada dasarnya terikat secara mekanis dan kimiawi di dalam busa,” jelas Frey, dan mengklaim bahwa “delaminasi cangkang tidak mungkin dilakukan.” alat lain yang terlalu kuat. Biaya dua sisipan cor tipis (atas dan bawah) dengan detail permukaan yang diperlukan hanya sebagian kecil dari biaya yang dibutuhkan untuk memproduksi perkakas SMC baja atau aluminium mesin. Hasilnya, kata para mitra, adalah proses terjangkau yang menawarkan beragam transaksi dengan biaya modal nominal.
Namun keterjangkauan dan keterjangkauan tidak mengesampingkan kemampuan beradaptasi. Sejumlah pengujian dilakukan di mana bahan tenun dimasukkan ke dalam laminasi. Mereka hanya dibangun ke dalam lapisan perantara, meningkatkan kekuatan lentur panel. Menurut Free, kain tenun aramid, sarang lebah logam, dan bahkan sisipan pultrud dapat diintegrasikan ke dalam panel sandwich dan ditekan selama pemrosesan untuk menambah ketahanan terhadap ledakan, perlindungan dari pencurian, dan banyak lagi. “Kami ingin produsen memahami bahwa proses ini sangat fleksibel dan mudah beradaptasi,” jelasnya. “Ini dapat menghasilkan panel tebal atau tipis yang dibuat khusus dengan biaya rendah tanpa proses tambahan seperti pengeleman atau pengikatan.”
Pabrik proses, yang dirancang oleh Italpresse khusus untuk Acell, terdiri dari mesin press downstroke seberat 120 ton dengan pelat berpemanas untuk menempatkan cetakan panel. Pelat bawah dirancang untuk masuk dan keluar dari mesin press secara otomatis, dan Ortmeier mengatakan dimungkinkan untuk menambahkan pelat bawah kedua yang dipanaskan di sisi berlawanan dari mesin untuk diletakkan di satu cetakan sementara cetakan lainnya berada di dalam mesin press menggunakan Layup. stasiun. Pelat berukuran 2,6m/8,5 kaki x 1,3m/4,2 kaki untuk aplikasi “standar” seperti pintu dekoratif, namun pelat dapat dibuat khusus agar sesuai dengan proyek tertentu. Perlu dicatat bahwa pengaturan pers yang ada juga dapat dimodifikasi agar sesuai dengan proses Acell, asalkan tekanan dapat dikontrol (melalui die stop) untuk menghindari kompresi berlebih.
Cetakan dibuat secara individual untuk setiap proyek panel dan dapat dibuat dengan metode pengecoran tradisional. Untuk mendapatkan permukaan cetakan berdefinisi tinggi yang meniru bahan alami seperti kayu atau batu, panel fiberglass/poliester dipasang langsung pada bahan pilihan untuk membuat pola utama untuk perkakas atas dan bawah. Kedua model utama dikirim ke pengecoran, di mana perkakas dicetak dalam paduan aluminium-nikel. Alat yang relatif tipis ini cepat panas dan dapat diangkat serta dipindahkan oleh dua operator saat tidak digunakan. Pilihan perkakas lain tersedia, tetapi teknik pengecoran menghasilkan perkakas dengan biaya yang wajar dan biasanya tebal 0,75″ hingga 1″ (20 hingga 25 mm).
Selama produksi, cetakan disiapkan sesuai dengan permukaan akhir panel yang diinginkan. Berbagai pelapis dan penyelesaian cetakan tersedia, Free menjelaskan, termasuk lapisan bubuk cetakan (PiMC), bubuk pigmen yang dapat disemprotkan dan banyak digunakan yang meleleh dan bereaksi dengan SMC untuk membentuk lapisan tahan UV dan gores. Warna permukaan panel. Pilihan lainnya termasuk menuangkan pasir berwarna atau alami di atas cetakan untuk meniru batu, atau mengaplikasikan kerudung bermotif yang dapat menambah tekstur dan pola. Selanjutnya permukaan filamen diletakkan di atas cetakan, kemudian lapisan SMC berisi kaca dipotong menjadi bentuk jaring dan diletakkan mendatar di atas cetakan yang telah disiapkan.
Sepotong busa Acell setebal 1″/26mm (juga dipotong menjadi bentuk jaring) kemudian ditempatkan di atas SMC. Lapisan kedua SMC diterapkan pada busa bersama dengan film kedua untuk memfasilitasi pelepasan bagian-bagian dan menyediakan saluran bagi zat-zat mudah menguap yang dipancarkan oleh SMC. Cetakan bagian bawah, yang ditempatkan di atas pelat yang dipanaskan, kemudian dimasukkan secara mekanis atau manual ke dalam mesin press sehingga suhu proses tercapai 130°C hingga 150°C (266°F hingga 302°F). Turunkan cetakan bagian atas ke atas tumpukan, sisakan sedikit celah udara di antara cetakan, dan tekan lapisan tengah dengan kekuatan 5 kg/cm2 (71 psi) selama kurang lebih lima menit hingga membentuk panel padat seperti pada langkah 6. Selama proses siklus stamping, manik-manik meluncur keluar dan bagian tersebut dilepas.
Untuk membuat panel pintu yang khas, prosesnya dimodifikasi dengan menambahkan bingkai kayu sandwich di sekitar tepi potongan (langkah 3) dan memasang busa di dalam bingkai. Kayu bermata memungkinkan pintu dipotong sesuai dimensi yang tepat dan engsel serta perlengkapan pemasangan dapat dipasang dengan mudah, jelas Fritsch.
Meskipun sebagian besar pintu komposit tradisional kini dibuat di Asia, Ortmayer mengatakan proses Acell “memungkinkan produksi 'lokal' di darat karena biayanya lebih rendah. Ini adalah cara untuk menciptakan lapangan kerja manufaktur dengan biaya modal yang wajar. Saat ini terdapat tujuh pemegang lisensi di Eropa yang menggunakan proses Acell untuk membuat pintu dan produk panel lainnya, dan minat terhadap AS telah berkembang pesat sejak menerima penghargaan ACMA pada tahun 2011, kata Free, yang berharap dapat melihat lebih banyak lagi komponen bangunan luar ruangan. Sering digunakan, misalnya, sebagai panel pelapis (lihat foto), proses ini sangat baik dalam hal insulasi termal, ketahanan UV, dan ketahanan benturan.
Keuntungan lainnya adalah panel Acell 100% dapat didaur ulang: hingga 20% bahan daur ulang digunakan kembali dalam produksi busa. “Kami telah menciptakan proses pencetakan SMC yang ekonomis dan ramah lingkungan,” kata Free. Mike Wallenhorst mengatakan aliansi strategis dengan Ashland diharapkan membuat teknologi tersebut semakin dikenal luas. Direktur Manajemen Produk di Ashland. “Ini adalah teknologi yang mengesankan dan layak untuk menjangkau khalayak yang lebih luas.”
AS tampaknya siap melakukan investasi besar-besaran di bidang infrastruktur. Bisakah industri komposit mengatasi hal ini?
Panel komposit tahan api memberikan struktur, kedap udara, dan fasad ikonik pada bangunan perintis di Dubai.
Konsep bangunan modular telah membawa bangunan komposit selangkah lebih maju, menawarkan beragam solusi perumahan terjangkau untuk semua jenis pembangun.
Waktu posting: 01-Sep-2023